Convergence entre fonctionnalité et innovation
Les logiciels d’impression 3D sont essentiels pour réussir la transition de la conception à la production de pièces finies composites et métal. Leur rôle est de permettre une communication fluide entre l’utilisateur et la machine, en veillant à la précision et à la qualité du processus.
Dans ce guide, nous explorons en détail chaque étape de ce processus, depuis la conception jusqu’à la production de pièces fonctionnelles.
Nous partagerons les informations clés à prendre en compte lors de la conception et de la production, ainsi que sur la manière dont les logiciels d’impression 3D Markforged interviennent à chaque étape du processus. Bien que ce guide soit axé sur les technologies Markforged de dépôt de fil fondu (FFF) et de renforcement en fibres continues (CFR), les principes énoncés ici s’appliquent également à d’autres technologies d’impression 3D.
Concevoir pour l’impression 3D
La première étape du passage de la phase de conception à la pièce fonctionnelle consiste à concevoir le visuel de la pièce depuis la plateforme de CAO de votre choix. Pour une impression 3D réussie, nous vous recommandons de suivre le guide de conception pour l’impression 3D composites Markforged. Il est préférable d’utiliser un logiciel de CAO grand public proposant en standard des fonctionnalités d’exportation sous format STL pour concevoir une pièce. Pratiquement tous les logiciels de CAO disponibles sur le marché, qu’ils soient libres ou payants, proposent cette fonctionnalité.
Si vous n’êtes pas sûr du logiciel à utiliser, une recherche rapide en ligne sur les options d’exportation STL de votre logiciel de CAO devrait vous apporter des éléments de réponse. Une fois la pièce conçue dans votre programme de CAO, vous pourrez l’exporter sous forme de fichier STL pour la suite du processus.
Exporter en fichier STL, ce qu’il faut savoir
Le format STL
Le format STL est le type de fichier standard de l’industrie mondiale de l’impression 3D. Les fichiers STL sont une représentation du corps plein d’une pièce que les logiciels d’impression 3D peuvent analyser et convertir en instructions d’impression. Les fichiers STL décrivent simplement un ensemble de triangles qui représentent les surfaces continues d’un modèle 3D. Tous ces triangles – il est fréquent d’en voir des millions – forment un maillage qui décrit une géométrie tridimensionnelle. Vous pouvez importer ce fichier dans un logiciel de préparation à l’impression, comme la plateforme logicielle Eiger™ de Markforged par exemple, afin de préparer l’impression 3D.
Les paramètres d’exportation

Les paramètres d’exportation que vous choisissez dans votre logiciel de CAO lors de la génération et de l’exportation d’un fichier STL peuvent avoir un impact majeur sur la qualité, la précision dimensionnelle et la finition de surface de votre pièce imprimée en 3D. Il existe deux paramètres principaux qui déterminent la génération de fichiers STL :
Tolérance/déviation cordale – Ce paramètre contrôle la précision dimensionnelle globale du fichier STL par rapport au modèle 3D tel que défini.
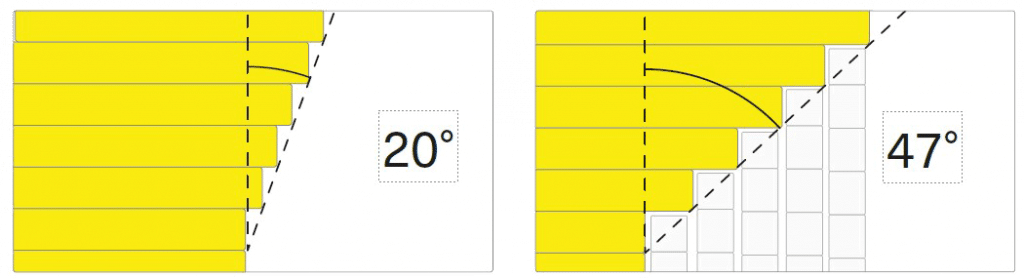
Tolérance/écart angulaire – Ce paramètre contrôle l’angle maximal admis entre les vecteurs normaux de deux triangles voisins dans le maillage, permettant ainsi « d’affiner » le maillage avec une résolution supérieure à ce que la tolérance cordale permettrait normalement.
Bien qu’une résolution plus élevée génère des modèles plus réguliers et plus précis, la résolution du fichier STL peut dépasser le niveau de précision de votre imprimante 3D au-delà d’un certain seuil.
Vous pouvez trouver des paramètres supplémentaires dans certains logiciels de CAO. Nous vous recommandons toutefois de conserver les valeurs par défaut de ces paramètres, excepté si vous souhaitez les modifier dans un objectif bien particulier. En règle générale, les meilleurs résultats sont obtenus en sélectionnant le paramètre « fin » et le codage binaire lors de l’exportation afin de minimiser le facettage.
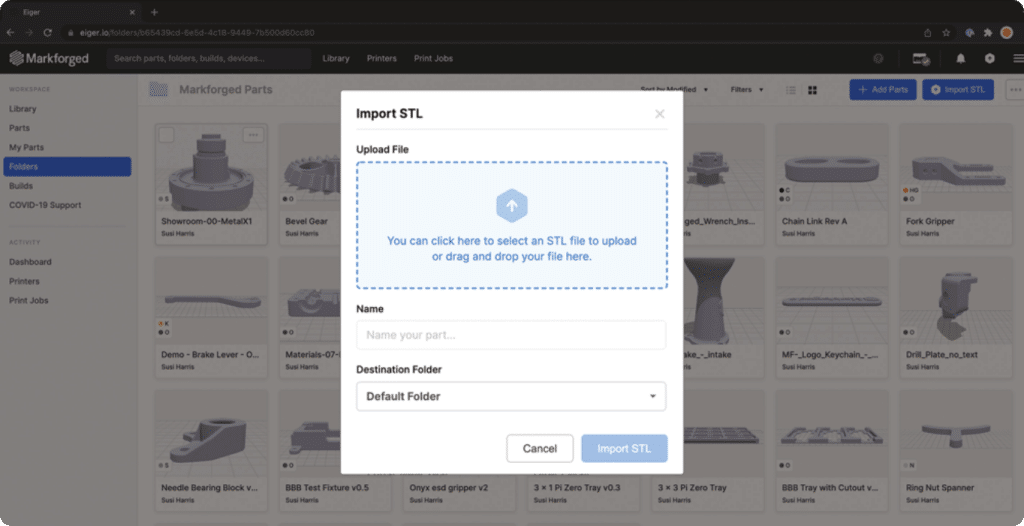
Importation du fichier STL dans Eiger
Le slicer est un élément clé dans le processus d’impression 3D. Il permet de préparer le fichier STL pour l’impression en convertissant le modèle 3D en instructions d’impression que l’imprimante peut suivre.
Il existe plusieurs logiciels de préparation à l’impression et bien sûr, la plateforme logicielle Eiger™ de Markforged. Chacun de ces logiciels a ses propres fonctionnalités et options de préparation à l’impression.
Eiger™ offre une interface et intuitive pour l’importation de fichiers STL, la configuration des paramètres d’impression et la préparation de la pièce pour l’impression. En plus de cela, Eiger™ propose également des fonctionnalités avancées telles que la détection automatique des supports, l’optimisation de la résistance des pièces (Simulation), la possibilité de contrôler l’impression à distance via une application mobile et d’éditer des rapports personnalisés pour internaliser la métrologie (Blacksmith).
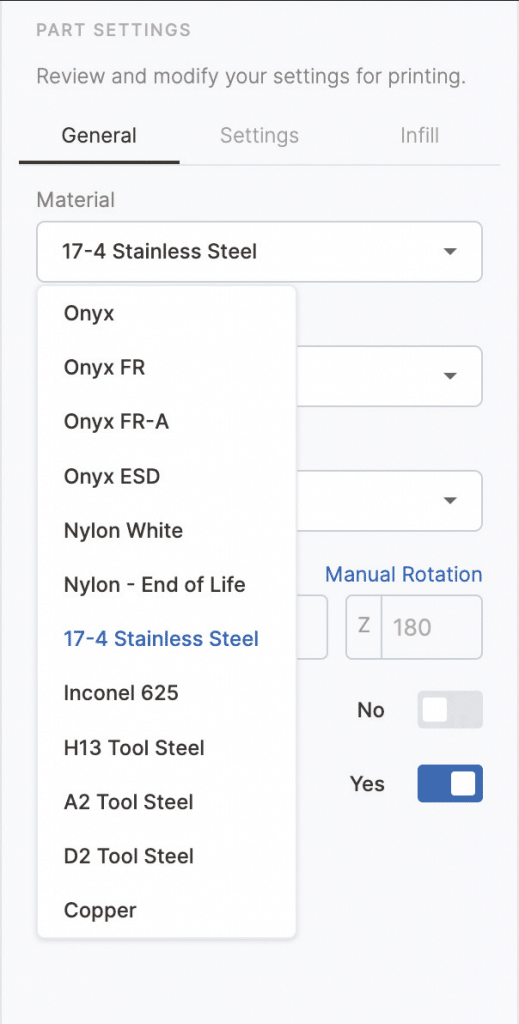
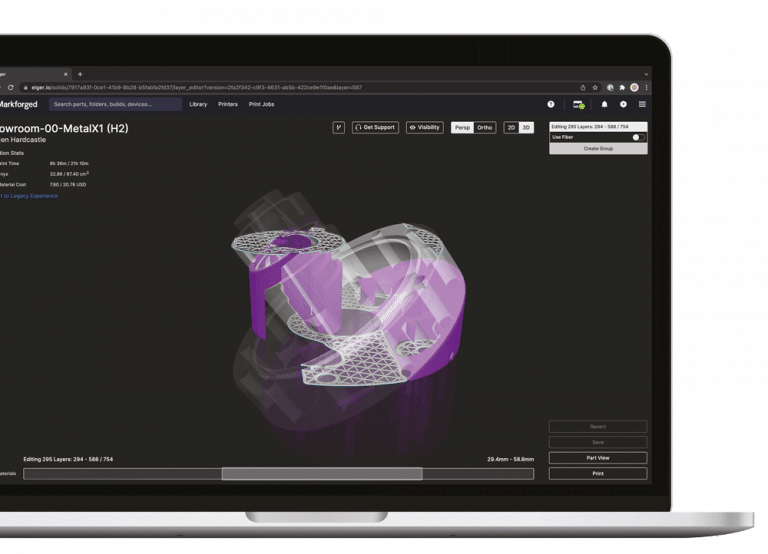
Une fois le fichier STL importé dans le logiciel Eiger™ à l’impression, l’utilisateur peut ajuster les paramètres d’impression tels que la température d’extrusion, la densité de remplissage et la vitesse d’impression pour obtenir les meilleures performances d’impression. Le logiciel de préparation à l’impression permet également de visualiser la pièce dans un environnement virtuel 3D, ce qui permet de détecter les erreurs de conception et d’optimiser la position et l’orientation de la pièce pour une impression optimale.